聯系興昌電子
東莞市興昌電子科技有限公司
地址:東莞市寮步鎮良平社區橫坑天勤工業區
電話:0769-23103951
移動電話:13925890605
傳真:0769-23103952
E-Mail:xcmoqie@163.com
刀模的開發與制作是建立在,深刻理解客戶產品需求信息和對材料有相當了解的基礎上的。客戶要表達的信息,都呈現在那張設計圖上,所以要審圖在先,把客戶的要求轉換成自己的工藝流程,呈現出最終產品。設計生產工藝流程,就要要求工程人員對材料有相當的認識。還有另一個要素就是,對自己公司的機器的性能也要相當的了解,可以這樣說:認識材料、了解機器性能,這是工程師必須具備的基本功。知道客戶要得到的是什么、知道材料的屬性、再聯想我們機器的生產性能,在腦海中構造生產時的情景,會出現的問題,怎樣解決?(這番思考就是所謂立體思維,這種思維方式是工程師獨有的思維方式。)你想的這些就是你的工藝流程,而刀模就是能把你的所思所想變成現實。能否達成客戶的需求,就看你那把刀做的怎樣了。刀模怎么做出來不是我們要考慮的,刀模的形成才是我們需要思考的凝結。
現在我們就來了解一下刀模本身
一塊膠板經過激光機,照著圖形割出來,再把刀片鑲進去就行了。公差可以達到0.08-0.1mm,看似簡單,實際上這種刀模鑲刀是個關鍵活,很出功夫。這就是我們說膠板刀模了。膠板刀比較經濟實惠,打樣時經常用它來實現產品的初步確認。
時下的線切割技術相當的成熟,割出的板精度高、平整,于是業界有人就發明了一種鋁板刀模,其外觀如同塑板刀,但精度更高,更耐用,可以拆換刀片。
蝕刻刀模是時下最流行的一種刀模了,公差正負0.03mm,符合這個行業標準需求,高低刀公差可以根據材料的屬性來選擇,刀鋒角度也可根據要求做到25度-55度的變化,還可以做出單鋒刀內斜外直或內直外斜的效果。極限尺寸是內外框間距高低刀不小于0.7mm,同刀高不小于0.45mm,圓孔尺寸1mm以下就需另想辦法了,即使刀模公司突破這個極限,做出來的刀模沖切成品時也有很多困難。
正如武俠小說里說的那樣,只要你的功夫到家了,無論是普通的刀還是寶刀,都可以威力無比。你只要選擇正確了,自是無往而不利。但是要記住,刀模是否好用?要知道選擇是否正確?可不能武斷的判定,畢竟刀模在生產時不是你在用,是沖型的師傅在用,如果你也是個沖型的師傅,那么你就有更多的經驗來判定刀模的好壞。否則你就應該多和師傅溝通,勤于觀察揣摩。
蝕刻刀會有一個通病,就是刀面會不平整,本是統一刀高的刀面,會出現高低不平的現象,實際操作過的同仁不知是否有同感呢?而膠板刀模的通病就是接口錯位、分離會造成的產品尺寸發生大的變化,量產時是必須要勤于管控。
于刀模息息相關的還有,刀模的填充泡棉,這可是難為過很多人。設計刀模的時候我們就要考慮這個問題,泡棉的彈性和它的厚度沒有直接的關系,但是在刀模內填充很厚的泡棉是可以提高其彈性的。所以有時膠板刀要比蝕刻刀好用,膠板刀的板厚一般是4-6mm,刀鋒出板高度在1-3mm,這樣泡棉可以用厚3-4mm的,因為如果泡棉超厚填充在刀模里,可能會把尺寸給漲大了。蝕刻刀的高度一般是1mm左右,泡棉一般配1-1.5mm厚度的,太厚的泡棉放進去,刀刃會無法切入材料。不管是薄的還是厚的泡棉,都有它的運動極限和使用壽命,操作一是要選彈性好的,二是要勤換。
至于如何設計刀模和選擇制作哪種刀模可以用幾個實際的例子來簡介一下:
這是一款普通的LENS泡棉,審圖可得知,公差要求不嚴格,內外框間距為1.65mm,泡棉加膠的總厚度為1mm。LENS泡棉一般內框是做成全斷的,但不需去除,這樣客戶在操作時方便,產品不會軟綿綿的。再看材料,不管是什么品牌的泡棉,沖切時都會出現擠壓斜切現象,就是說當刀模攜帶泡棉全力壓下來的時候,壓力會使兩層泡棉壓縮變形,而此時刀模沖切把下層泡棉切斷,壓力消失后我們就可以看到,泡棉的邊緣切口,是斜的下大下小。
基于以上分析,你覺得使用哪種刀模比較好呢?為了盡量減輕擠壓程度,當然選擇膠板刀模了,如果量很多就用鋁板刀模。
再來看另一款:
這款是3M9492雙面膠,其最小邊框間距是0.4mm,從其形狀上看,一般刀模是對付不了,客戶如果是單獨使用,材料不夠硬度,容易變形,我們必須考慮用什么材料來代替9492的離型紙,從面使其增加支撐硬度,有膠區域小,作為墊底的離型紙需要用重剝離的。綜上所述可以采取內外框跳開沖型來解決,并且把內框在開口的地方做成封口,這樣的好處是去除邊料時不會把產品帶走,但內框的廢料就要用手工去排除,目前也沒有更好的辦法,如有過此類型經驗的同仁也不妨提點意見。
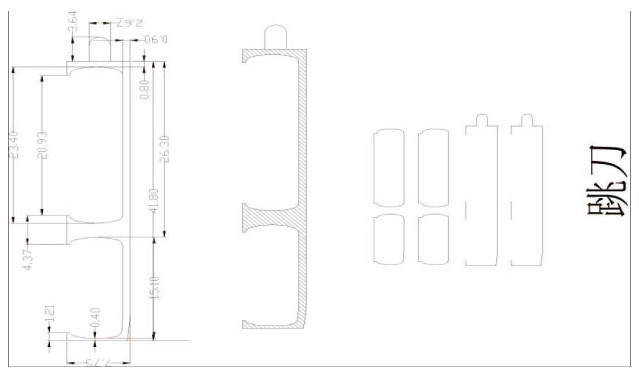
很多人都討論,防塵網加泡棉帶耳朵產品的做法,現也用一個實例來說明一下:
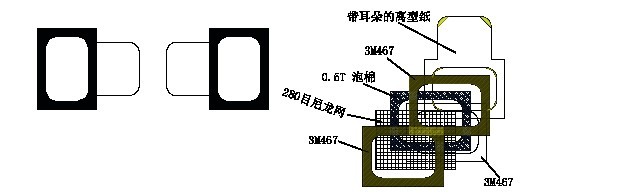
這是一款揚聲器泡棉防塵網,共有5層材料,如何實現客戶的需求呢?首先從形狀來了解產品,我們知道它在使用時,是拉著耳朵從離型紙上取下來,和被貼物第一次貼合后,再去除耳朵實現兩個物件的粘合。產品除了防塵網那一層沒有內框外,其他層都有內框,這意味著產品需要來一次貼合。并且是兩面的材料先行沖出內框來。接下來沖外框,要考慮耳朵如何先沖出來或是和外框同時沖。看到這里我們再來看看材料,3M467無基材雙面膠,0.05mm的厚度,這是個很特殊的材料,客戶指定的不用考慮換。泡棉用日本的SCF100較軟毫無彈性。280目不防水防塵網還好,如果是防水的和467能否黏住都是問題。
一番分析之后我們頭腦中應該已經呈現出一個大概的工藝輪廓了,以防塵網為界來說,上面的泡棉要和兩層467先貼合再沖內框,說的簡單可是里面還是有些細節的,各位明白的能夠一步步解決的了。沖的時候可要有定位孔和電眼孔,記住這一點很重要的。下面的膠也要先沖框,當然一樣要有定位孔但是不要有電眼孔,浪費材料,沖完了記住把防塵網和雙面膠貼合了,不能蓋住定位孔。經過一番努力,把已經沖好的泡棉和已經貼合防塵網的雙面膠對好了位置,這時就可以沖外框了。還有手柄是下一步需要處理的,這樣,再加一條刀把手柄切個半斷,把上面的廢料拉掉。手柄下的廢料切除了,位置也對準了,問題是最上面的離型紙沒了手柄位置,干脆把剩下的也拉掉換一層離型紙,寬度要算好而且要比作為手柄的那層離型紙要輕。記得外框沖型時---材料是要翻過來的。也許大家會有一個疑問,怎么產品就做出來了呢?別急,這只是腦海中的思考,刀模都還沒開!刀模是怎樣的三把刀呢?現在就全給各位拿來看看。還有很多朋友可能要問到底是怎么對位的呢?其實,每個模切公司的老總或是副總相信總有一個是行家,雖然都是模切機,但是早被改裝的不一樣了。我們的機器和你們的機器根本是兩碼事,定位的設備都是經過仔細觀察機器的性能才加上去的,大家也不妨仔細觀察一下自己的機器再來定奪。